




.jpg)
.jpg)
_942854.jpg)
.png)
- عنوان مطلب : انواع صفر درماشن کنترل عددی ,
- تاریخ ارسال : دوشنبه 05 اسفند 1398 ساعت 23:07
- وبلاگ : CNC آموزش
- نویسنده : یا رمهربان
- تعدادبازدیدمطلب : 182 بار
- نظرات : 0 باز دید
شرح مطلب
:نقاط صفر و مرجع
در ماشینهای CNC به منظور حرکتهای دقیق بین ابزار و قطعه کار نیازبه تعریف نقاط صفر ومرجع داریم که این نقاط به منظور تعریف مبدا سیستم مختصات ،شناسایی ،تست و تنظیم سیستم اندازه گیری و ساده تر شدن برنامه نویسی قرار داده شده اند.
این نقاط عبارتند از:
1)نقطه صفر ماشین M
2)نقطه صفر قطعه کار W
3)نقطه صفر ابزار گیر E
4)نقطه مرجعR
5)نقطه تعویض ابزار N
درک مناسب از مفهوم این نقاط سهم بسزایی در فهم مباحث مختلف CNC دارد.
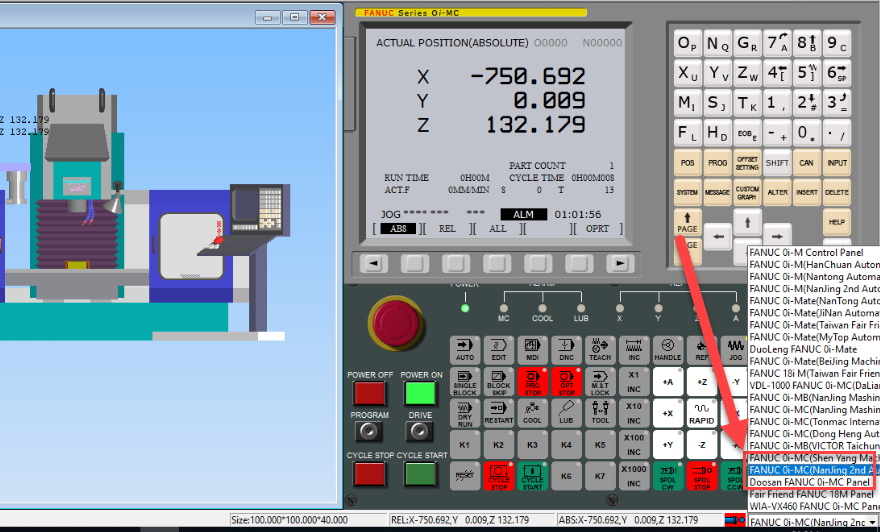
نقطه صفر ماشینM :
این نقطه توسط شرکت سازنده بر روی دستگاه تعریف می شود،قابلیت جابجایی نداشته وثابت می باشد و وقتی که ماشین روشن می شود ماشین موقعیت خود را از این نقطه می شناسد.این نقطه در ماشینهای تراش در روی محورZ و در گلویی دستگاه تعریف می شود.
نقطه صفر ماشین در ماشینهای فرز معمولا در گوشه سمت چپ و پایین میز تعریف می شود .
این نقطه در ماشینهای فرز متفاوت استو برای اطمینان از موقعیت ان حتما باید به کتاب راهنمای ماشین مراجعه کرد.
نقطه صفر قطعه کار W :
این نقطه به منظور سهولت در برنامه نویسی تعریف می شود و توسط برنامه نویس تعیین می گردد.بدون تعریف این نقطه نوشتن برنامه نسبت به نقطه صفر ماشین صورت می پذیرد.اما زمانی که برنامه را نسبت به نقطه صفر ماشین می نویسیم سه مشکل خواهیم داشت:
1) برنامه نوشته شده گویا نیست.یعنی اعدا برنامه مطابق با اندازه های نقشه نمی باشد.
2) برای برنامه نویسی محاسبات بیشتری مورد نیاز است
3) چنانچه قطعات بعدی در موقعیت پیش بینی شده قرار نگیرند نیاز به تغییر برنامه خواهیم داشت.
نقطه صفر ابزار گیر E :
این نقطه در موقعیتی خاص بر روی ابزار گیر تعریف شده است.اساس سیستم اندازه گیری ماشین بر مبنای نقطه صفر ماشین و صفر ابزار گیر می باشد.نقطه صفر ابزار گیر نسبت به ابزار گیر ثابت است اما نسبت به مجموعه به همراه ابزار گیر دارای حرکت است و در فواصل مختلف توسط سیستم اندازه گیری از میزان جابجایی صفر ابزارگیر نسبت به نقطه صفر ماشین یا صفر قطعه کار تعیین و نمایش داده می شود.
نقطه مرجع R :
نقطه مرجع به منظور کالیبره کردن سیتم اندازه گیری ماشین CNC تعریف شده است.ماشین CNC نیز در ابتدا که روشن می شود چه در ابتدای روز چه پس از قطع برق قادر به شناسایی موقعیت خود نمی باشد . به عبارتی فاصله ابزار تا قطعه کار را به نحو صحیحی نمایش نمی دهد و نیاز به تنظیم دارد که این کار را اصطلاحا رفرنس کردن دستگاه می گویند.
دکمه ای خاص بر روی ماشین به نامREFERENCEوجود داردکه از ان بدین منظور استفاده می شود.هر گاه دستور رفرنس اجرا شود میز یا ابزار گیر در راستای تک تک محور ها به طور جداگانه به طرف نقطه مرجع حرکت کرده و در یک موقعیت خاص قرار می گیرند.این نقطه خاص نقطه مرجع نام دارد و اعدادی را که مانیتور دستگاه در نقطه رفرنس نمایش می دهد فاصله بین دو نقطه NوM یعنی صفر ابزار گیر تا صفر ماشین می باشد.در ماشینهایی که دارای سیستم اندازه گیری مطلق می باشند نقطه مرجع وجود ندارد.زیرا سرسره ها در موقعیتی که متوقف شده باشند موقعیتش برای ماشین شناخته شده می باشد.البته اکثر ماشینهای CNC به دلیل هزینه کمتر دارای اندازه گیری افزایشی می باشند.
نقطه تعویض ابزارN:
این نقطه در موقعیتی قابل دسترسی در فضای ماشین توسط برنامه نویس تعریف می شود و هنگام تعریف این نقطه باید از عدم برخورد ابزار با قطعه کار اطمینان حاصل کرد.
برای تعیین دقیق نقطه صفر قطعه کار از روش های متفاوتی استفاده می شود.
۱)استفاده از کاغذ
۲)استفاده از تاستر لبه یاب
۳)ساعت مرکز یاب